در این مطلب جدید در سال 1405 و سال 2026 ، در این آموزش قسمت پنجم از مجموعه آموزشی مراحل ساخت مخازن سقف شناور که اغلب جهت ذخیره سازی بنزین استفاده میگردد ارائه شده است.
فهرست کل مجموعه :
فهرست آموزش ساخت مخازن سقف شناور قسمت پنجم
- جوشکاری Lower Deck
- عملیات مونتاژ Compart ، Truss ، Rim
- مونتاژ کورس اول
- Erection Tools
- مونتاژ کورس دوم
- مونتاژ کورس سوم و کورسهای بالاتر
- مهار بند Shell
- تست PT
- تست رادیوگرافی
- تست گازوییل
8- جوشکاری Lower Deck :
ورقهای سقف زیرین مطابق با نقشه چیده شده و می بایست ورقها 5-2.5 سانتی متر ، overlap داشته باشند. سپس ورقها را تنظیم و تک بندی (خال جوش ) کرده و اعوجاج آنها را اصلاح می نماییم . ورقهای lower deck از زیر نیز به صورت 5cm جوش و 30cm فاصله ، جوشکاری می شود.![]()
الکترود مورد استفاده در این مرحله ، الکترود E6013 (طبق WPS) بوده و در دو پاس ، جوشکاری می شود . سایز الکترود مصرفی ، طبق دستورالعمل جوشکاری φ3 می باشد. و جوشکاری باید با دقت تمام جهت آب بند کردن سقف انجام شود.
شکل 13 - عملیات جوشکاری lower deck

9- عملیات مونتاژ Compart ، Truss ، Rim :
در این مرحله قبل از اینکه جوشکاری lower deck آغاز شود ، می بایست از مرکز به طرف محیط مخزن ، شروع به نصب ریم ، تراس و کامپارت نمود تا بتوان اعوجاج موجود در ورقهای دک پایین را به حداقل رسانید و حذف نمود . و آخرین ریم را پس از اجرای کورس اول و دوم و انجام جوشکاری از داخل نصب می نمایند.
فاصله بین تراسها و کامپارتها و تعداد آنها در نقشه های طراحی مشخص گردیده و به نظر طراح بستگی دارد . جوشکاری ریم ها و کامپارتها ، از یک طرف کامل جوشکاری و آب بندی می شود. و از طرف دیگر به صورت متناوب یا Interval می باشد . تراسها هم به صورت متناوب (5cm جوش ، در فواصل 20cm) جوشکاری می شوند.
شکل 14 - مونتاژ Compart و Truss ، Rim

لازم به ذکر است در سقفهای شناور از دو سطح ورق با نامهای Upperdeck و Lowerdeck (که فاصله بین این دو ورق به محاسبات طراحی بستگی دارد) ساخته می شوند . و تمام سقف از بخشهایی جدا جدا (compart) تشکیل شده که با هدف جلوگیری از غرق شدن سقف در زمان هر گونه نشتی ، طراحی شده است.
10- مونتاژ کورس اول :
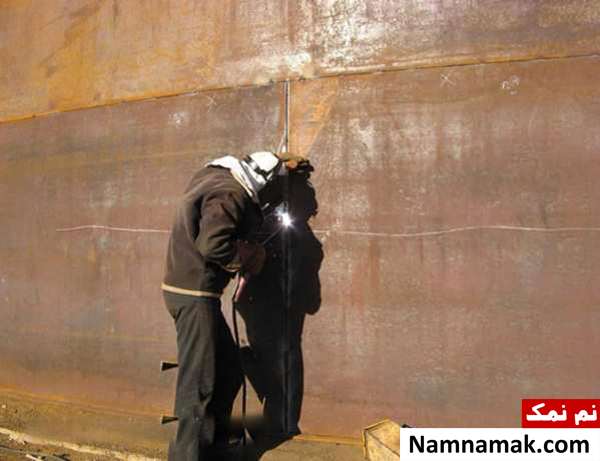
پس از نصب و جوشکاری آنولارها و تا یید جوشها توسط راد یوگرافی ، چنانچه ورقه ای بدنه برشکاری و نورد شده و آماده نصب باشند ، می توان کورس اول را نصب نمود. البته همزمان با نصب کورس اول می توان ورق گذاری سقف را انجام داد.لازم به ذکر است به دلیل اینکه می بایست جوشکاری اتصال درزهای عمودی کورس اول بدون برخورد با ورقهای lower deck انجام شود ، جوشکاری کورس اول shell مخزن باید قبل از نصب Sketch های lower deck انجام گیرد. پس از نصب و Fit up کورس اول و مهار ورقها توسط لوازم نصب و تجهیزات مربوطه و رعایت فاصله (Gap) 2-3mm مابین ورقها ، نصب کورس دوم آغاز می گردد.
شکل 15 - مونتاژ کورس اول

Erection Tools _11 :
ابزار آلات نصب مخزن شامل مان ، ناودانی ، گوه ، سنبه ، جا کلنگی و کلنگی ، تخته داربست و غیره می باشد . در زمان نصب (مونتاژ) ورقهای shell ، برای قراردادن و تنظ یم ورقها بر روی هم تا زمان جوشکاری از ناودانی و مان و گوه استفاده می کنند.
به این صورت که در دو طرف محل اتصال ، دو عدد مان به بدنه جوشکاری شده و توسط ناودانی های به طول حدودا 70 تا 60 سانتی متر این اتصال ایجاد می شود. از دیگر کاربردهای این اتصال مهار ورقها در هنگام جوشکاری برای جلوگیری از اعوجاج و دفرمگی می باشد.
شکل 16 - Erection Tools

شکل 17 - اتصالات کلنگی جهت نصب تخته داربست درونی مخزن

12 - مونتاژ کورس دوم :
در این مرحله می بایست کلیه تنظیمات QC از قبیل Roundness ، Plumbness، Levelness ، Peaking بر روی کورس اول انجام شده باشد . و اگر موارد فوق مورد تایید ناظرین بود و در رنج قرار گرفت ، آنگاه می توان کورس دوم را نصب نمود.
از مراحل دیگر تست جوشکاری انجام تست (Penetration test) یا P.T می باشد . که در صفحات بعد نحوه انجام تست گفته می شود. پس از نصب کورس دوم ، می توان جوشکاری درزه ای عمودی کورس اول را شروع کرد . جوشکاری روی بدنه در تمام وضعیتها با الکترود E7018 صورت می گیرد و اندازه الکترود مصرفی ، با توجه به ضخامت ورقها و موقعیت جوشکاری سایزهای φ4 ، φ3 و φ5 می باشد.
شکل 18 _ رعایت فاصله بین ورقها (GAP)

الکترود E7018 به دلیل نوع ترکیبات تشکیل دهنده می بایست قبل از جوشکاری 2 الی 3 ساعت در دستگاه آون مادر (گرمکن 250 ک یلویی) در دمای 300 درجه سانتی گراد نگهداری و پخته شود و در هنگام استفاده جهت جوشکاری ، در آون های دستی 7 کیلویی در دمای 100 درجه نگهداری شده و استفاده شود.
شکل 19 _ دستگاه آون دستی

ترتیب جوشکاری ورقهای بدنه به این صورت خواهد بود که ابتدا از بیرون جوشکاری درزها کامل شده و سپس جهت BackWeld ، توسط سنگ (و یا دستگاه گوج ) گل و سرباره جوشهای پاس اول سمت داخل مخزن به صورت کامل برداشته می شود و سطحی صاف و صیقلی و آماده جوشکاری در سمت داخل مخزن مهیا می شود.
شکل 20 - جوشکاری درزهای عمودی کورس اول
شکل 21 _ عملیات گوج کاری بر روی ورقها

بعد از اینکه عملیات سنگ زنی به اتمام رسید به صورت Random چندین نقطه که از نظر ظاهر جوشکاری مورد ترد ید است را به صلاح دید نظارت ( میزان و تعداد نقاط در استاندارد مشخص نشده است ) ، تست PT یا مواد نفوذپذ یر صورت می گیرد ، که در صورت مشاهده هر گونه عیب و مشکلی در جوش ، تعمیرات لازم انجام می شود.
شکل 22 - عملیات جوشکاری Backweld

نکته : به منظور جلوگیری از Peaking بیش از حد در جوشهای عمودی ، لازم می باشد قبل از شروع جوشکاری Backweld ، ناودانی های اتصال را محکم نموده و جوشکاری به صورت متناوب صورت گرفته و در نهایت ناودانی ها آزاد گشته و جوشکاری داخل تکمیل می گردد.
پس از اتمام جوشکاری عمودی کورس اول و قبل از جوشکاری کورس دوم ، بایستی کورس سوم نصب گردد تا بتوان vertical کورس دوم و horizontal کورس اول به دوم را جوشکاری کرد .
به عبارت دیگر همواره مرحله نصب shell یک مرحله از جوش آن جلوتر خواهد بود و دلیل این کار این است که قسمت فوقا نی ورق در حال جوشکاری مهار بوده و در هنگام جوشکاری تنشهای حرارتی بدین وسیله مهار می گردند.
13 - مونتاژ کورس سوم و کورسهای بالاتر :
پس از اینکه جوش عمودی ک ورس اول به اتمام رسید ، کورس سوم طبق نقشه مونتاژ خواهد شد .پس از آن جوشکاری عمودی کورس دوم و افقی کورس اول به دوم انجام خواهد شد . پس از مونتاژ کورس سوم و تایید آن توسط گروه نظارت و اتمام جوشکاری های کورس دوم ، می توان عملیات رادیوگرافی و دیگر تستهای QC را ا نجام داد . بعد از انجام عملیات مربوط به کورس سوم ، مونتاژ و جوشکاری کورس های بالاتر نیز به همین صورت تا کورس آخر ادامه می یابد.
شکل 23 - مونتاژ و نصب ورقهای Shell

شکل 24 - عملیات جوشکاری ورقهای Shell

14 _ مهار بند Shell :
وقتی که مونتاژ ورقهای shell به کورس چهارم می رسد ، به دلیل اینکه همواره تعداد کورسهای مونتاژ ، یک یا دو کورس جلوتر از جوش می باشد و این کورسها (مونتاژ شده ) صرفا توسط تک خال و مان و ناودانی نگهداری می شوند ، لذا با ارتفاع گرفتن بدنه مخزن برای جلوگیری از نوسان و تغییر شکل ورقه ای بدنه و آسیب های جبران ناپذیر در اثر وزش باد و طوفان ، ورقهای shell توسط سیم بکسل به موانعی در پایین مخزن متصل شده و نگهداری می شوند.
این مهاربندها هنگام جوشکاری باز می شوند . مهارها به صورت موقتی بوده و تعداد آنها حداقل 8 عدد می باشد که در زوایای 45 درجه دور مخز ن نصب می شوند . جهت نصب مهارها ، مقدار زاویه 35 درجه با سطح افق ، مناسب می باشد تا عملکرد آن موثر واقع گردد.
شکل 25 - مهاربند

15- تست PT :
در تست PT از سه نوع اسپری که اولی تمیز کننده محل جوش (cleaner) و دومی مواد نفوذ کننده (penetrant) و سومی پودر نمایان کننده (developer) عیب می باشد ، استفاده می گردد . پس از تمیز کردن محل جوش با اسپری مربوطه (cleaner) ، اسپری قرمز رنگ (penetrant) روی سطح صیقلی و سنگ زده شده محل جوش پاشیده شده و در صورت داشتن ترک در محل جوش به داخل ترک نفوذ کرده و سپس خود را بر روی پودر سفید (developer) به شکل یک خط نمایان می سازد.
شکل 26 _ مواد مورد استفاده در تست PT

شکل 27 _ سطح تست PT

16 - تست رادیوگرافی :
طبق استاندارد API و برای ضخامت ورقهای بیشتر از 10mm برای کورس اول ، تمامی محل های T-joint ها ، بایستی رادیوگرافی شوند . علاوه بر آن یک نقطه در اواسط خط جوش عمودی کورس اول و یک نقطه نزدیک به کف مخزن برروی جوش عمودی رادیوگرافی می شود.
در مورد خط جوش افقی ، به ازای هر 60 متر یک نقطه رادیوگرافی خواهد شد و در بقیه جوشهای عمودی به ازای هر 30 متر یک نقطه ، رادیوگرافی می شود . در بقیه کورس ها کلیه T-joint ها تا ضخامت 10 میلیمتر بطور کامل رادیوگرافی شده و از 10 میلیمتر به پایین 25 درصد آنها رادیوگرافی خواهند شد . همچنین تعداد نقاط مورد نیاز RT جهت با توجه به ضخامتهای مختلف ورق ها ، به طور کامل در API650 بیان گردیده است.
شکل 28 - تست رادیوگرافی

اندازه فیلم رادیوگرافی :
اندازه فیلمهای رادیوگرافی طبق استاندارد ، باید حداقل 150mm*100mm باشد.
17 - تست گازوییل :
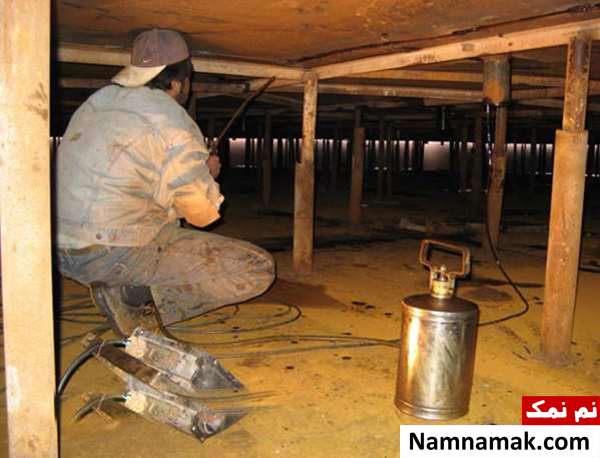
پس از اینکه سقف زیرین جوشکاری شد ، برای اینکه از صحت جوشکاری و بدون عیب بودن آن اطمینان حاصل شود ، توسط یک پمپ دستی ، گازوییل از زیر به محل درز جو شهای سقف ، پاشیده می شود . و پس از حداقل 24 ساعت از بالا جوشها بازرسی شده و بررسی می گردد . در صورت وجود هرگونه سوراخ یا حفره ، گازوییل به طرف بالا نفوذ کرده و نشت می نماید و در طرف مقابل به صورت لکه نمایان خواهد شد.
پس از اینکه سقف ها تست گازوییل شدند ، نوبت به تست ریم و کامپارتها می رسد که از یک طرف گازوییل زده می شوند و از طرف دیگر مورد بازرسی قرار می گیرند . در صورت مشاهده هرگونه نشتی ، باید محل مورد نظر تمییز شده ، سنگ زنی شود و با مجددا جوشکاری گردد.
شکل 29 - عملیات تست گازوییل


![چهره های متولد و درگذشته 7 تیر [عکس و بیوگرافی]](/media/k2/items/cache/7b814d9afc6d39ffd65837826151e563_XL.jpg)
![بیوگرافی بازیگران سریال شکیب عیار [داستان و نقش]](/images/up/233/76.jpg#joomlaImage://local-images/up/233/76.jpg?width=290&height=290)
![بیوگرافی بازیگران سریال کوری [داستان و نقش]](/images/up/232/337.jpg#joomlaImage://local-images/up/232/337.jpg?width=290&height=290)
![بیوگرافی بازیگران فیلم غریزه [داستان و نقش]](/images/up/219/658.jpg#joomlaImage://local-images/up/219/658.jpg?width=290&height=289)
![بیوگرافی بازیگران فیلم زن و بچه [داستان و نقش]](/media/k2/items/cache/ad6006e235a6d3bff8a4bd99d46a36fa_XL.jpg)






![بیوگرافی بازیگران سریال تنها گریه کن [داستان و نقش]](/media/k2/items/cache/7b29f3bb455c9f8acb2980650df20022_XL.jpg)